|
��Ω�ˤĤ��Ƥξ����罸
��Ω�Τ�����οͤϡ�
���ļ�ȯ�ԡ��ں�ʳعֺ£����ں�ù��פ��ɤ��
�ں��ں�ˤĤ��Ƥδ����μ����ȤˤĤ��ޤ���
2012/2/23����
�����������̾�Τ���ħ
����̾�Ρ����������������ں�ʪ��������ħ
�ʥ��տϡ��ڶ���Ф��ʤ���
1.Stright��ľ��) �������ʥ��շ���
�����桦���������ڶ����Фʤ�
����Scallop�ʎ������̎ߡˡ������ȷ�����
�������桦�����ʥܡ��롡����Stright��������ʪ���ڤ��
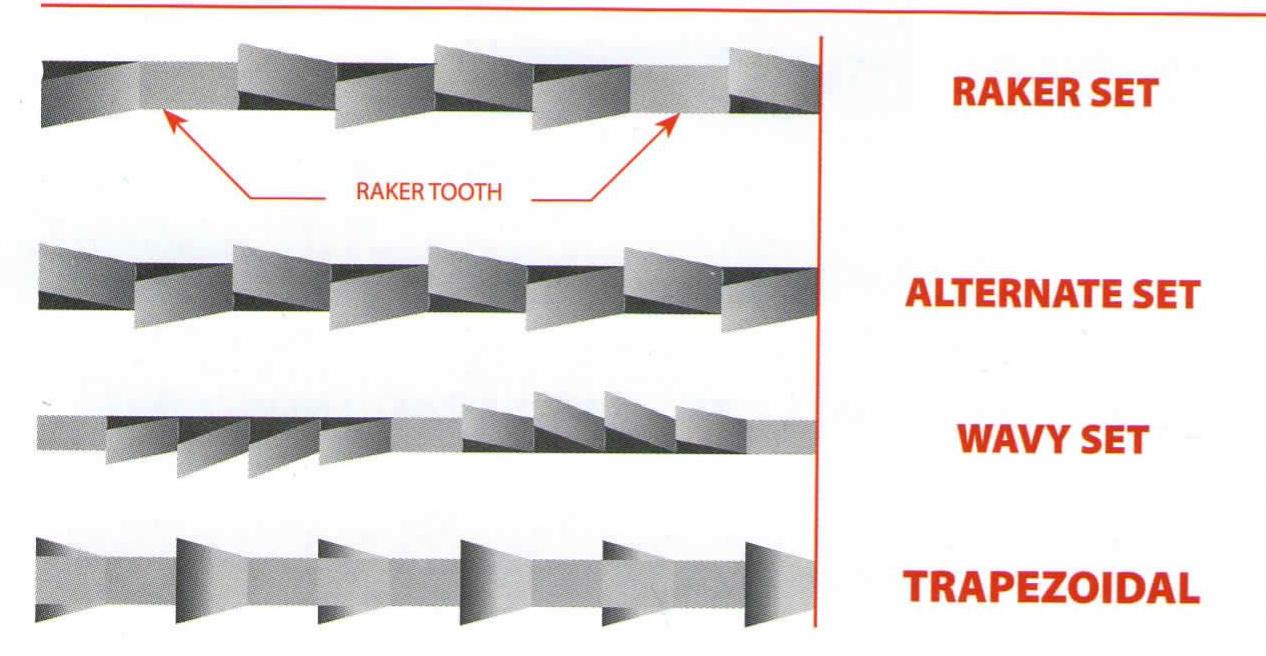
����ʬ��������(SET)
������Alternate�ʎ��َ��Ȏ����ˡ�����������ߤ˿Ϥ��ʤ��Ƥ���
�����ڹ������ʡ������ۡ������ʤ��Ԥ��ʶ����ԡˤ˸����Ƥ���
����
����Raker�ʎڎ������ˡ�����������ʬ���Ϥδ֤�ľ�Ϥ����롡3-1��5-1
������°������ALTERNATE���ľ�������ɤ�
�Ϥ�ñ��˺����˶ʤ���ʪ�ȡ������ˤͤ���ʥȥ�͡��ɡˤ�����ʪ������
����Wavy�ʎ������̎ޡˡ��������ĤοϤ��ޤȤ�ƺ����˶ʤ��Ƥ���
�������ڼ�����������������Ϥ˥�������դ����
����Ϸ�
����Trapezoid�ʎĎ͎ߎ��ގ��Ďޡˡ������Х���
�������ࡦ��Ŵ��°����������������¦�̥˥��Ѥ���ͳ�����٤�
2010/2/9����
�ӵ������������ǽĴ����������������ѡ�
���ƥҥк������˻Ȥäư�Ϥ�40�����פ���ޤǤ��ں�Ĺ��¬��
�����ݼ�������������������������������١�HV�ˡ������ں��Υ������������
���̿ϡʥ��������åȡˡ�������������500���������� ��75��
���ܥ��ƥ饤�ȡʭ⣱�ˡ����������� 650��������������200��
���ܥϥ�����M2�ˡ�������������������850��������������300��
�Ʒ륹�ƥ饤�ȡ������������������� 650��������������600��
ʴ���ϥ����ʥ��åϡˡ�������������900��������������400��
����ߥå��ϥ����ʿ����åϡ� 1150������������1000��
���ܥϥ����ù��ϡʳ��˥��������͡��̳�ƻ�ˤˤ�����ĺ���ޤ�����
�ɵ�
�ϥ�����HSS�ˤ����Ѥ������������
�ϥ����ʹ�®�ٹݡˤϡ����ƥ饤�ȤȰ㤤Ǯ������ɬ�פʺ��Ǥ�
���Ū�ⲹ�Ǥ�����ݤ������������ȿ�����ʻ�����ä��ݤǤ�
����β��٤�700�٤�Ķ����ȥ��ƥ饤�Ȥ����٤��㤯�ʤ�ޤ���
�ӵ��Ѥ����䤵��Ƥ���ϥ����磻�䡼��M2�ˤ����ܤ��ƻȤ����
�ϥ������礭�����ܤ����곰�����٤��⤤�����®�٤��٤��ʤ뤿�ᡢ���٤��㤯�ʤ�����������»�ʤ��롣�ʥ���ʿϤη�»�����ܤ���ľ���Τ�Ʊ���ˤʤ��
�ӵ������Ŭ�����ϥ����ξ������٤�1200��1220�٤ǡ�������⤹������Ȥ��ʤ����褬�礱�פ��ʤ롣�դ˾������٤��㤤�ȹ��٤��㤯�ʤ�����������»�ʤ��롣
������Υ�����ɥ����ʥ��르��ˤ����ʤ��ȥϥ�����æú���ƹ��٤��㤯�ʤ�����������»�ʤ��롣
�ݤ����Ŵ��Fe�ˤȷ�ӤĤ��ڥ�����ȡۤ�������Ť������ú�ǡ�C�ˤ�������λ��ǡ�O2�ˤ���硢�����ú�ǡ�CO2)�Ȥ���ȴ���Ф��Ť����Фʤ��ʤ롣
�ϥ�����Ŭ�����Ჹ�٤�550��570�٤Ǥ������㤯�Ƥ�⤯�Ƥ���٤��㤯�ʤ�����������»�ʤ��롣
�ӵ��ξ��Ჹ�١�500�١ˤ��ϥ����ξ��Ჹ�٤��⤤�Τ��϶���ʬ�ι��٤��㤯�ʤ���ʤ�����פ��������ʤ��Ԥ�ȩ�������ʤ롣
����ϡ�2��3��Ԥ�ʤ���Ŭ���ʿ������Ф��Ȥ��ʤ����褬�礱�פ��ʤ롣
���ҤΎ����̎߿ϤϿ���Ǯ����ϧ��Ȥäƾ��������ǥ����ˤ���®��Ѥ�ԤäƤ��롣
����⿿��ϧ��Ȥ������֤���3��ν�����Ԥ�ɽ�̤�æú���ɤ��Ǥ��ޤ�
���κ�Ȥˤ��⤤���٤ȡ��ӵ��ں���Ѥ���������������Ƥ���
����Ū����������Ф�ʴ���Ʒ��ʤϡ�1.5�ܤ���������������
2009/7/12����
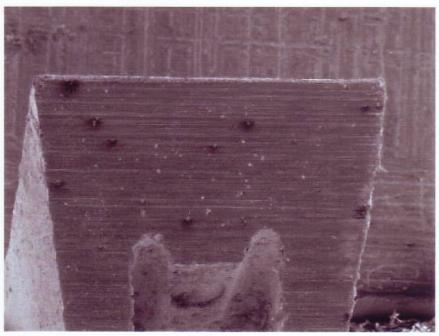
�ӵ���Ǯ��ä����Ȥ��β��٤ˤ�뿧���Ѳ�
Ǯ����ϧ��Ȥä����Υƥ�ץ졼�Ȥ����
 ���� ���� �� �� �� ��
 �� �� �� �� �� �� �� ��
TBS�ӵ�����ѡ��������ϲ���ɽ���ʡ�ˤǤ�
���Ჹ�٤�500�٤���580�٤Ǥ�
2008/12/12����
��Ϣ³�ں����³�ں�ο��貹�٤ΰ㤤�ˤ���ʪ�������������
������ʪ�ˤϡ��롼������ɥ��Τ褦��Ϣ³�ں��ȡ��ӵ���ݵ��Τ褦����³�ں�������
Ϣ³�ں�
��ʪ�ο��褬����ں�ʪ���ڤ�³����
����Ͼ���ں�Ǯ�����³���뤿�����ϡ��ⲹ�ˤʤ롣����Ѥ���Τ�˾�ޤ�����
���蹩��ϡ��ⲹ���٤Τ���ʪ��Ŭ���Ƥ�����Ķ�Ť䥻��ߥå���
��������ɹ���ϡ��������٤�ۤ����ں�˻��Ѥ��ʤ���ú��������
��³�ں�
��ʪ�ΰ�Ϥ��ں�ȶ�ž���֤�
��Ϥ��ں�ʪ���ڤäƤ�����֤�����û����п��貹�٤ϡ��ۤȤ�ɾ徺���ʤ�
�ʱ���ǯ�纬��ض�����ȯ�����줿�����Ǯ����ˡ���õ���3385473�ˤ��¬���
¿���徺���Ƥ��ڽ���꤫�鼡���ں�ޤǤ˿���ϡ���Ѥ����
��Ϥ����٤��ں魯����֤�0.1�ðʲ��ξ��Ǥϡ����貹�٤ξ徺�Ͼ��ʤ�
����ˤϡ������֤��ýŤ��ä��Τǿ����ι⤤���������Ŭ���Ƥ���
ʴ����®�ٹݡʥϥ���HSS�ˤ�500�����٤ޤǹ��٤��ݤƤ�塢�⤤���������
��������
������Ū�����������������ں�θ�����70������ξ��
�ӵ�Ĺ����7��ȥ롡���ӵ�®�١�2400��/ʬ��1100�ס��700������
�ӵ���1�ô֤�5.7��ž����������Ϥ��ں���ں路�Ƥ�����֤�0.016�á���
â���ӵ��Υ֥졼�ɤϡ��ں��ס���Ȥ��Ǯ�ˤ�äƤ������پ徺����
��������2008/9/23����
����ʪ�����פȼ�̿�δط�
����Ū�ˤϡ���ʪ�ο��褬���פ�����ڤ�ʤ��ʤ뤬
����������
���ΤȤ�����������������������פ��Ƥ��ڤ�³�����ʪ���Ǥ��롣
��������������
���θ��ݤϿ�����������פ���ΤǤϤʤ�����Ū�����פ��ƿ��������ݻ�����
�Ƹ��ᤷ�����������뤳�Ȥ��ڤ�̣����äƤ�����֤��ں���˰տ�Ū��ȯ������
�������Ѥ����������
������ʪ�η���
������ʪ�ιŤ����ں�ʪ�ιŤ�
������ʪ�κ����Ķ�Ťϵ����ʤ���
��˼�Ҥ���ȯ�������ʸ�����ѡʥ˥��̤��Î��ݎ��ޡˤ⤳�ΰ��Ǥ���
��2006/6/3����
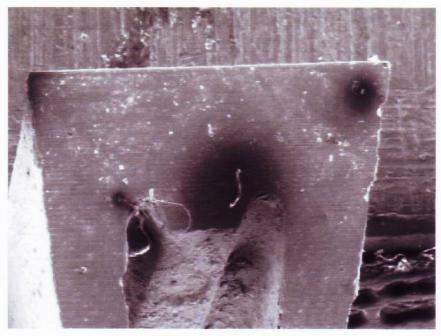
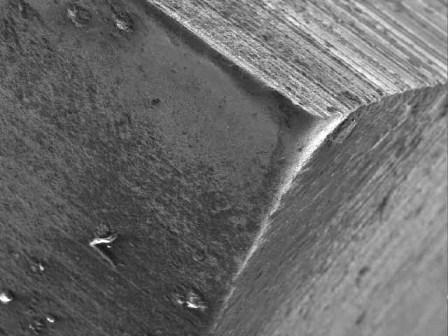
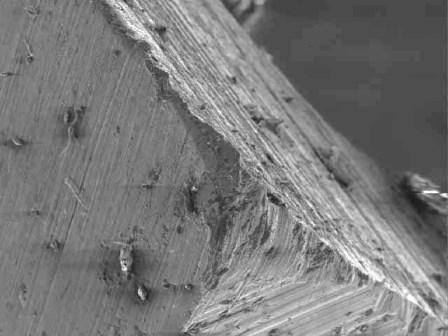
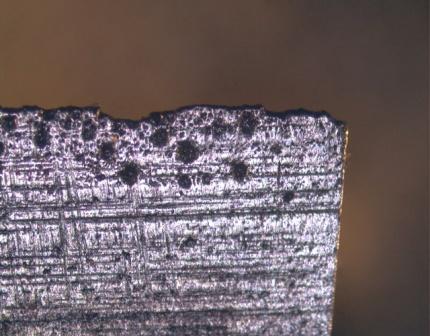
��ʴ����°��������°����ӡ�SEM�̿���
������ʴ����°�ϡ���°����ʴ������碌�Ʒ뤷�������
��ʴ������¤��ˡ�Ȥ��ƿ奢�ȥޥ���ˡ�ȥ������ȥޥ���ˡ�ʵ��Ρˤ����롣��
����
��������ʴ���ϥ�����Ʒ뤷����Ρʥ����ȥ��åϡ�
���������븵�Ǥ�Cr��W�����Ѱ�˸��Ǥ�ʬ�ۤ��Ƥ��롣
��
��ʴ�����ƥ饤�ȡʥ����ॹ�ȥ��������ƥ饤�ȥ��å��������
��W,Cr���Ǥ��Ѱ��ʬ�ۤ��Ƥ���
������������°�ϡ���°���Ǥ��Ϥ�����������ϡ����ܤ��������
�� 
�������ϥ���
��Cr�η뾽���礭���ʤ��ԶѰ���ں���ǽ���㲼�����
��
���������ƥ饤�ȡʥ��ƥ饤���������ܤ���������ˤʤ��
��W��Cr�θ��Ǥ�Co�Ⱥ����ǧ�Ǥ��ʤ�
����Ū��ʴ����°��������°����ʪ��Ŭ���Ƥ��롣
���������٤ι⤤W��Cr�θ��Ǥ��Ѱ��ʬ�ۤ��Ƥ��뤿��
2006/1/19����
���������Ƹ��������������ΰ㤤
���ο���ϸ�����ˡ�ˤ�äƤɤΤ褦���Ѳ����뤫
������Ĥ���8���������Υ��å���������
���������������ä����פη㤷����Ρ�

�����������С�70�֡˻�����Ω������
������3������֡����褬�����ˤʤ�ʤ�
�����������θ带���������䤷�Ƥ���֤��Ѳ��ʤ���
��������ɽ�̤˸��ắ���Ĥ�
�����̾���Ω�ƤκƸ���ϡ��������٤ǽ�λ�����Ȥ�����¿��
�����ã£����С�200�֡˻�����Ω������
3������֡�����Ϥ��ʤ�����ˤʤä������å����ޤ��Фʤ�

�������ã£����С�220�֡˻�����Ω������
3������֡�������ϴ����˺������줿�����ắ�����Ĥ�
���ФΤ�븦�ắ���ĤäƤ���ȿ���ü���Υ��åԥ����ˤʤ�

��������������ȸƤ֤ˤϡ����ξ��֤ˤ��뤳�Ȥ�ɬ��
5.������������С�600�֡˻��ѥ��åץ������ᵡ����
1������֡�������Ϻ������츦�ắ��Ĥ�ʤ�
�ӵ��ξ��֤Ǥϡ����٤Ƥλ�������˺���������ΤϺ���
�����ȥ��åϤ��ӵ������곰����
���٤Ƥο�������åץ������ᵡ�ˤ����������ñ�˽���롣
2005/12/26����
�������ڤ�ʤ��ʤ�ΤϿ��褬���פ��Ƥ��뤫��Ǥ��뤬
���פˤϡ�������������
1.�������ʰ���Ū���ں����ס�attrition
������a�����¶��������������Ω��
������b�������֤��ýŤˤ��ߥ������ϰϤ���ϫ
������c��Ǯ�ˤ�빩�����������
������d������������뾽�ˤ������

���������å���ʬ�����
2-��.ʪ��Ū�ʿ�������٤ʷ礱��chipping
���ƥ饤�ȭ�1�˵����פ�
���Фθ�����˱�äƵ�����
��
���å���ʬ�����
��
2-��.ʪ��Ū�ʸ�����ѡ�abrasion
�������ꥫ�ʤɤ��ں��ͭʪ
3.�ŵ�����Ū���忩�ˡ�
�������ں������ʬ�Υ���˥��ݥ�ե��Ρ���ˤ��
�����忩���פˤϥ������ॳ���ƥ�������Ū
��
����������ʥ��ȥ饤�ȥ����ƥ�����̿��ʥץ饺���������ƥ����أ��ߥ������
2005/12/11����
2.�ӵ��˹������Ȥʤ��Ȥɤ��ʤ뤫
�ӵ�������ɬ�פ����Ϥ������������Ƥ��뤬��
�����ʤ�������ൡ�����夷�Ʋ�ž���뤳�Ȥ��Ǥ��ʤ���
����϶�°��ʿ�٥�Ȥ�¤��ʤ���ͳ�Ǥ⤢�롣
�ӵ��϶�°�Ǥ��뤿��ʬ�ҹ�¤���ϥ˥��¤�Ǥ��� 

���ι�¤�Τ�ʤ���ȱ��Ϥ�ȯ����������������¦�����
������ξ�����ɤ������夬�롣
���Τ����ӵ�����������������ൡ�Υס�������ܤ����ܿ��ˤʤ롣
���ξ��֤ϡ�����������ӵ�������˿���롣

���ꤵ���뤿����ӵ��˹������Ȥ�Ԥ����ӵ�������⤫����
��¦�ȥХå�¦�������ܿ��ˤ��롣
�嵭�̿����纬��������������������ץ��������زݤιֵ��ǻ��Ѥ���Ƥ�����Τ�
�����涵���ʸ�����������ءˤ��餪�ڤꤷ�ޤ�����
2005/12/1
������������ӵ��λ���Ϲⲹ�ˤʤ뤫��
�����ºݤ�¬�ꤷ�Ƹ����ʥ����⥰��ե��å�����
�ںफ��ФƤ���ľ��λ���¬��ʵ����դ��ˤʤäƤ����
���� 
���� 
�������ε�����25�� (�纬����������������ɥ����������������㥳�֡�������¬���
�ڤ줬�㲼���Ƥ�����ں�Ǯ�Ϲ⤯�ʤ롣
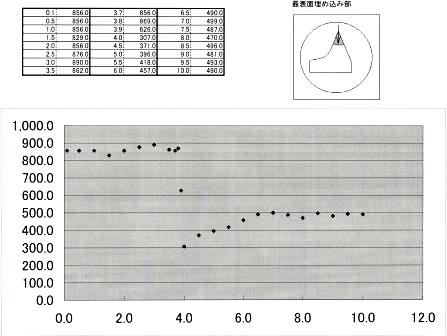
2005/11/25
�ӵ�����Ǯ�����䤨����������Ϲ⤯�ʤ뤫
19G�ӵ������ι��١�HV515
|
�ǹ���� |
������� |
|
�ҡ��ȥƥ���400�١ˤ��� |
514 |
493 |
| �֤��ʤ�ޤDz�Ǯ��1200�١ˤ������֡ʶ���� |
813 |
352 |
| �֤�������˾Ƥ��ᤷ��1200�٢�450�١� |
510 |
446 |
���
�����ҡ��ȥƥ��ù��ˤ������Ѳ��Ͼ��ʤ�
�����֤������ޤޤǤ��ѿ�������ʬ�ι��ٺ����礭���ʤ롣
�������Τޤʤ���ȶ�����ʬ���ޤ�롣
�����Ƥ��ᤷ�ù���ȹ��ٺ����㸺�Ǥ��롣
�����֤���Ǯ������˿���Ƶ��䤹��ȹ��٤�HV1000�ޤǾ夬�롣
������ 
�ͻ�
���ƥ饤�Ȳù��������ܹ�ϡ��Ƥ��ᤷ�ˤ������Ѳ�������
|
