|
製 材 帯 鋸 の 振 動 測 定
目的
回転中の帯鋸の振動及び変位を測定することで挽き曲がりや鋸ワレの原因を解明する。
帯鋸の正確な回転速度(実測)及び切削による回転の減少(スリップ)の測定。
最適な製材条件の設定(帯鋸の腰入れ、製材速度、製材機の分銅量など)
方法
製材機に取り付けされた帯鋸を回転及び切削させる。
レーザーセンサーによって帯鋸の変位を測定する。
測定データをパソコンによってグラフ化、分析する。
精度
データサンプリング 0.002秒サイクル(2000m/mit速度の回転中7ミリ間隔)
10秒間の連続測定
振動測定 最小測定単位0.001ミリの変位を測定
手順
1.製材機の起動時の振動を測定(安定速度、不安定速度の解析)
2.空転時の振動及び鋸速度の測定
3.木材切削時の振動及び鋸速度の測定
所要時間(ダブルソー、ツインソーは下記の2倍必要)
センサーセット時間 30分程度
データサンプリング時間 木材4本程度の製材(10秒以内で製材可能な木材)
データ解析時間 データサンプリング後30分程度で簡単な説明可能
詳しい解析結果は2週間後郵送
これまで弊社が培ってきた帯鋸の分析技術を皆様方にも提供していく事で、
これまで目立て技術の問題と言われてきた多くの課題を解決することができれば幸いです。
価格については電話にて問い合わせ下さい。
土曜、日曜の測定も致します。
気軽に相談下さい。
測定サンプルデータ
プーリー 1500mm 鋸速度 2400m/mit 空転振動 0.2mm
正常値 挽き曲がり 0.2ミリ 切削中振動 0.2mm
依頼内容 1.鋸屑が製品に付着する 2.挽き曲りが起きる
プーリー 1100mm 鋸速度 2600m/mit 空転振動 0.7mm
異常値 挽き曲がり 0.4ミリ 切削中振動 0.4mm
1.アサリ幅より広い鋸道が出来、鋸屑の発生が多くなり挽き曲がりが起きる
2.アサリ幅を広くすると挽き材による振動抑止力がなくなり製材が難しいくなる
3.帯鋸にワレが起き易い。特に空転を長くすると割れ易い
詳しい分析によりこの製材機はプーリー研磨の不良によって、
上部プーリーの真円がずれていた
依頼内容 1.挽き曲りが起きる
プーリー 1200mm 鋸速度 2800m/mit 空転振動 0.2mm
正常値 挽き曲がり 0.3ミリ 切削中振動 0.3mm
1.帯鋸の曲がりは起きていないが、製材製品は曲がっていた
詳しい分析により、送材車(オフセット)に原因があった。
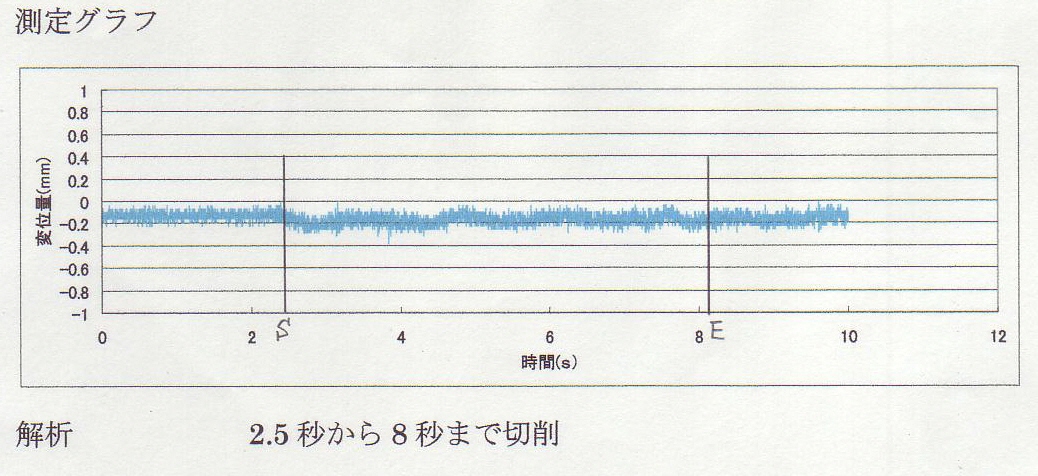
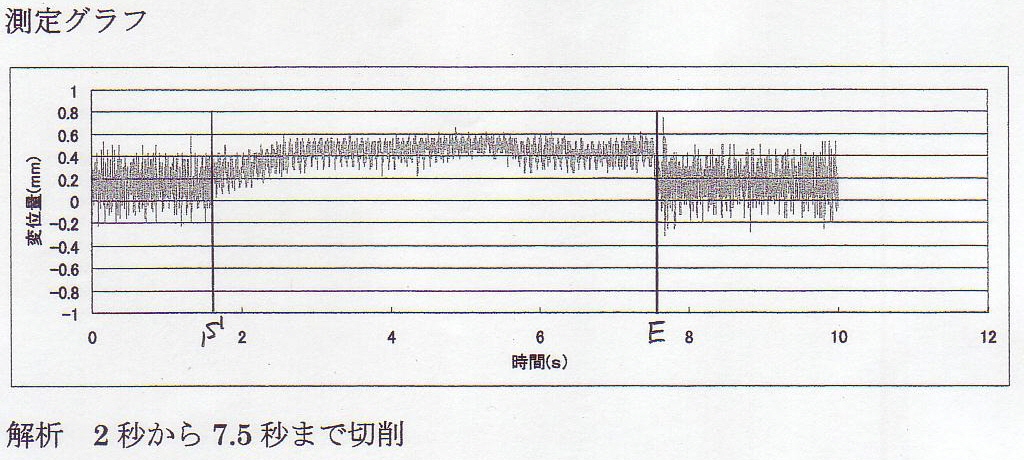
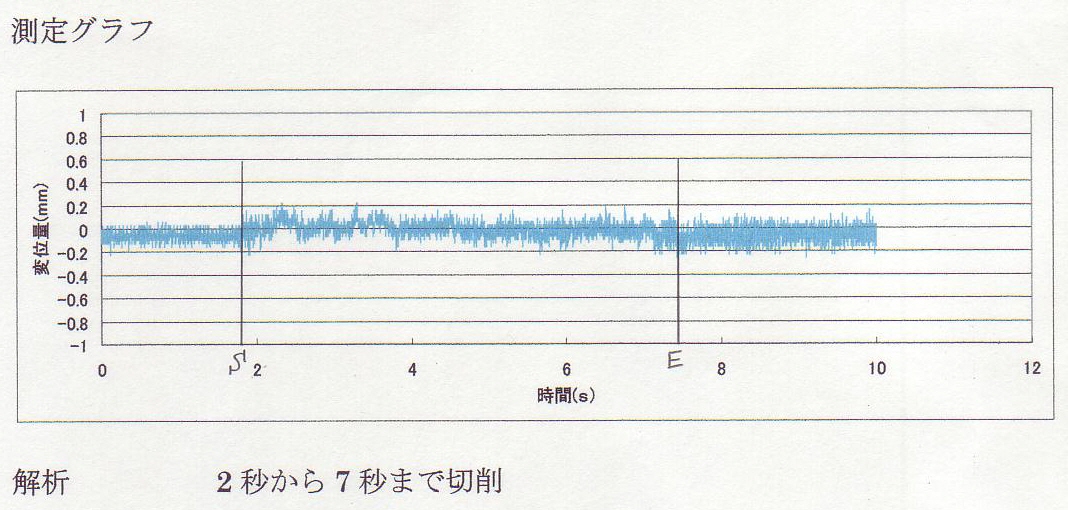
木材切削中の振動変化グラフ
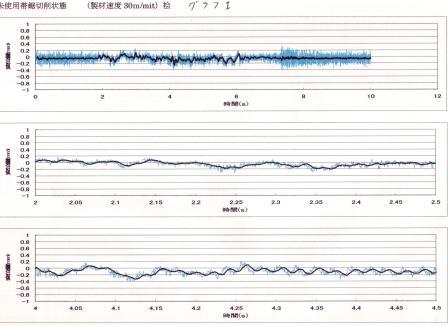
上 切削全体 2秒から7.5秒まで切削
中 切削開始直後、0.4ミリの鼻曲がり
下 4.20秒から振動波長が変化している |
