|
|
|
帯鋸の歯底割れの原因
|
|
帯鋸の歯底割れの原因と対応
帯鋸は空転中の振動が大きいが、木材を切削すると振動は小さくなる。
このことが以前から言われている「空転が長いと帯鋸が割れる」原因
1.中割れ
帯鋸が金属などと接触して組成変化(変色)を起こした時
帯鋸の接触部分をSEM写真で拡大
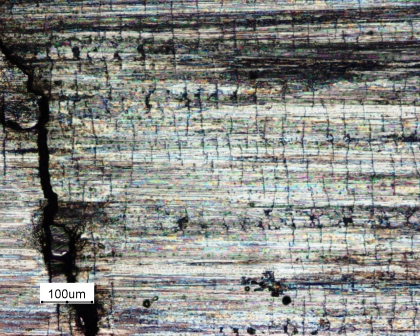
↑
黒く大きい物が目視できる割れ
縦方向に微細な割れが無数に出来ている。
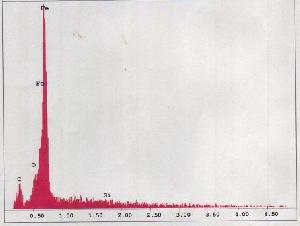
下のグラフは正常な部分の組成
下のグラフは変色した異常部分の組成
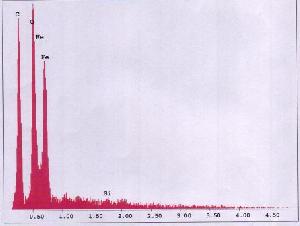
炭化物(C)と酸化物(O)の反応が大きく出ている
変色部分は硬度が高くなり脆くなっている
帯鋸板部分が高温(550度以上)になり金属が変体した場合
(中割れが起きる)
対策
修理または改善は不可能、新鋸に交換
2.歯底から比較的真直ぐな状態
帯鋸地金にガス欠陥などの不良が存在していた場合
上が正常写真 下はミクロンの割れ

3.歯底から「し」または「人」のような曲がった状態
帯鋸が製材機で使用中(回転中)にねじり振動が起きている場合に
歯底面の研磨が粗く深い横スジが付いていると、その傷を起点に発生する。
[考え方としては、袋を開けるときに切り込み部をねじるようにすると
簡単に破ることができる状態]
帯鋸をすり込み作業など、きつい研磨により焼けたような状態になり
研磨面内部に研磨割れ(深さ800μ)が起きていた場合
対策
すり込み作業などは軽い研磨で行い、回数を多く回す。
歯底を目立機で研磨せずに、他の方法で鏡面状態に仕上げることで
割れの起点を作らない。(表面粗さ Ra0.5μm Rmax 5.0μmまで )
下のグラフは研磨面を実際に測定した物
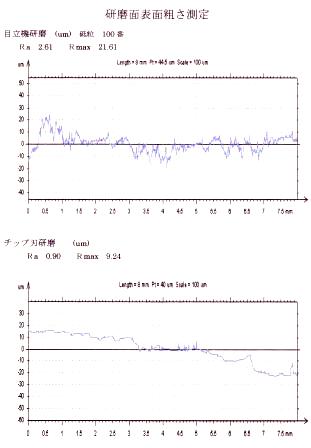
目立機研磨(砥石100番)

チップ刃歯底研磨(横方向にスジが付いていない)

ねじり振動を起こさないように帯鋸を仕上げる。
腰入れ量 Diameters 15.4mから8.7m程度
バック量 Diameters 352m以下
定規矢高換算式
バック定規矢高=(定規長さ÷2)×(定規長さ÷2)÷直径[Diameters ]
|
|
|
