����
|
2013ǯ4���
����°������˳����������Ƥ���
�����ȥ��åϤμ�����������
�纬�����ȵ��ѥ����Ȥζ�Ʊ����ˤ��
�ӵ������Ŭ���������ꥸ�ʥ��°��ȯ
��������������ƥ���å�
�����������������ס�����ˤ�륵�Ӥˤ��б�


�����ȥ��åϥ�����
�������
������22�ǡ�0.65/0.7�Ўء�21�ǡ�0.8�Ўء�20�ǡ�0.9�Ўء�
������19�ǡ�1.05�Ўء�18�ǡ�1.25�Ўء�
������®�����б����å�
������18�ǡ�1.3�Ўء�17�ǡ�1.45�Ўء�16�ǡ�1.65�Ўء�
�Ť��μ���
�������ƥ饤�ȥ��åϡ��� �ʣȣ�500�ˡ������
�����ϥ������åϡ� �� �ʣȣ�750�� ������
���������ƥ���å�5 �ʣȣ�650�˰���������
���������ƥ���å�10�ʣȣ�850�˹���������
���������ƥ���å�30�ʣȣ�1100�˥ޥƥꥢ�����
����������åȥ��å� �ʣȣ�1150���ü����
�����ʤˤ��б��ʰ����������ɸ��
���ƥå�1�����ں�ʪ�γ�ǧ������������������
���ƥå�2�����ں���ˡ�����֡ˤγ�ǧ
���ƥå�3�����Х�ɥ������ʤγ�ǧ
���ƥå�4�������Ϸ����θ�Ƥ
���ƥå�5�������Ϸ����ǥ�����ʣã��ġ�
���ƥå�6�������ⷿ����
���ƥå�7���������åϺ���
���ƥå�8���������åϻ�ں�
���ƥå�9�������åϺ����ݼ�θ�Ƥ
����ץ���åϥХ�ɥ���Ǽ��
���꤬ȯ������кƸ�Ƥ
������������������2009ǯ4���ȯ������2010ǯ4��ȯ��ͽ��
�˥塼�����ȥ��åϳ��ס�
������å�
��
��������������ü��������ߥå�ź�ö�°����ѡ�
������ͥ�줿��°���ȣ�1150��Ķ�šʣȣ�1200��1600�ˤ˶ᤤ���٤���������
����������������
������19���ѡ���2.20�ߥꡡ������������18���ѡ���2.55�ߥ�
| ����  ��������  ��������  ������ ��  ���å����̤�ı��ߤ�������ƥ��åϤο�ư��æ����ɻ�
��������������  �������Ϥˤϡ��ں�������������Ʊ���Ϥ��ںェλ����
������ž���������˳ݤ��뤳�Ȥ��纬��ر��϶����β��Ϥ�Ƚ��
������³�ں��0.001�ôֳ֤���¬��ˡ�ˤ�äƲ���
�����ںﳫ�ϻ�4�Ԥ��ں��������ںェλ���ˡ�������4�Ԥ�ȿư��������
����������0�Ԥ϶�ž��
�õ� ��4148732��
�衡�����ʡ�������³��������
2006ǯ1������ʤ��齾���1.5��¦�̶��٤å�
|
���å� |
������ |
|
�����ʤλž�ɽ�̤�����餫
�����ʤ��Ԥ����줬�����ʤ�
�����ʤ��Ԥ��ʤ��꤬�����ʤ�
���������ƥ饤�ȿϤ��Ф��ơ�2�ܤμ�̿��
���֥졼�ɤι���Ĺ��������
����ĥ�Ӥ��Ѳ��ʤ��������ɤ�
������®�٤�����®���Ǥ��� |
�������å���ܡ��ɤ�ȯ�����䤹��
������������ԥå�����
���谷�����դ�ɬ��
���ӵ����ĸ�������ɬ��
����������������������Τ��ӻߤ�ɬ��
�к�����CrN�ץ饺�ޥ����ƥ��� | |
|
���������ʬ��������æ���Ǵ�ñ�ʰ��10�áˤˤǤ���
������˵��Ѥ䵡����ɬ�פȤ��ʤ�����������������ӵ�����40ʬ���١�
����°Ǯ�������Ѥ������Ŭ�����Ť�������Ĵ�����١�(�����Ƥ�����������ѡ��������١ޣ��پƤ��ᤷ���֣����֡�
�������˿�ʪ�ݡ�ʴ���ϥ����ˤ���Ѥ��Ƥ���Τǡ��ڤ�̣���ɤ�
����°ʴ���ͽ�������ˡ����¤���Ƥ���Τǥ��������϶Ѱ�ʸ�0.02�Ў����١�
��������˻�����Ǯ���ʤ��Τǵ����ι��٤�����ʤ�
���ץ饺���Ѥ����Ѥ�����i������ʣȣ�3000�ˡ���rN�ʣȣ�2100�������ƥ��ʤɥ��å�ɽ�̹Ų��ˤ�����ں��βù����Ǥ��롣������̾���ץ饺�ޥ��åϡ� |

|
��������˻��褬��»���Ƥ⡢�ӵ������ൡ�˼���դ����ޤ��Ǥ���
�������Ȥ��κ�Ȥ�����ʤ��Τ�̵�̤��ʤ��ʥ���������������
������ޤǤθ��ᵡ���ӵ������夷���ޤƸ����10�����١ˤ���ǽ
��������ӵ�������Ǥ�����ĸ�1.040��1.070�Ўؤ�Ŭ����
���ӵ��ĸ�17�ǡ�18���ѥ����ȥ��å�10��ȯ��ͽ��
����֤ǻ��Ѹ塢���������������ʤä����åϤ�ơ��֥��Ѥ˺�����Ǥ���
�����⤬������ǥ���������·�ä��ӵ����Ǥ��롣�����ں���ѡ�
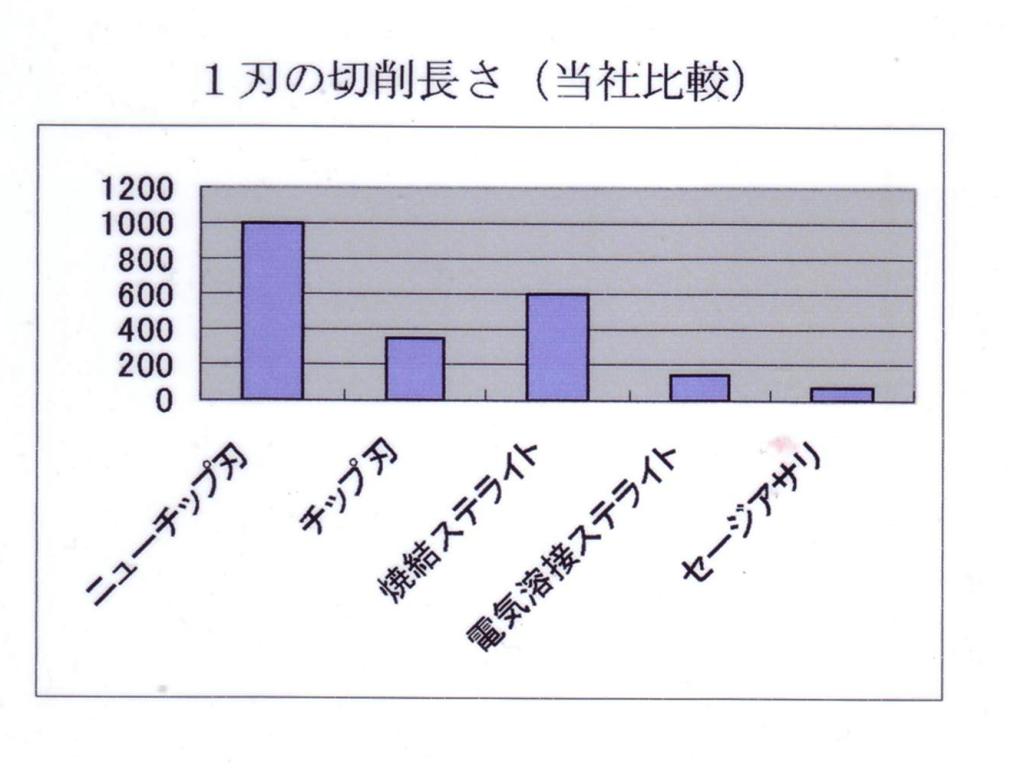
�����åץ������ᵡ�����Ѥ��ƥ��åϤ������������Ǥ��롣 | �����������ӵ�������ʬ������������ӡʰ����
�������������ȥ��åϡ��ޤ��ϡ�������100��
�������������ƥ饤�Ȼ�������������������� ��350��
������ ����죱����������ӵ����ѷ��� ��1���������� �ʣ����������
���������������ȥ��å��ӵ�
�������� ����
������λ��ѻ��֡����������֡�����������������Υ�����⡡��������������3,000�� ��
����������������
�������������������������������������
���������������ȥ��åϲ��ʡ�������75�ߡ�200�ϡ�15,000�ߡ�10�ʺƸ������ˡ�1500��
���������������ȥ��åϺƸ�����10�ߡ�200�ϡ�2000�ߡʣ��������
���������������������硡���������ס��ʺ���������Ѽ��ͤ��Ԥ����ˡ�����������3,500��
�������������ƥ饤�Ȼ��ӵ���
�������������������������������
�����������������⡡�������������� ��,�������ߡ�2��ʣ���������ѡˡ�2,800��
�������������ƥ饤���ղù�����8,000�ߡ�5���ʺƸ��ᣱ����ˡ�1,600��
�����������ӵ����ѡ�7���ˡ���������12,600�ߡ�90�ʿ���ǯ��4��ˡ�140��
���������������������硡���������ס�������������������������������������������������������4,540��
������������������������������������
���������������Ω��������ൡ����ˡ�������35,000�ߡ�23����1,522��
���������� ���ƥ饤�Ȳù������� 8,000�ߡ�5�ʺƸ��ᣱ����ˡ�1,600��
���������� �ӵ����ѡ�7���ˡ�������12,600�ߡ�90�ʿ���ǯ��4��ˡ�140��
���������������������硡���������ס�������������������������������������������������������3,262��
������������1��������������������1����������
���������������ȥ��åϲ���������������1���������������
��������75�ߡ�200�ϡ�15,000�ߡ�������8���֡�10��ʺƸ���ˡ�80����
������������1�����������������15000�ߡ�80���֡�188��/�������ӵ������פʤ���
�������������ƥ饤�Ȳù�����������������1���������������
������������8,000�ߡ�������������������������4���֡�10��ʺƸ���ˡ�40����
��������������1���������������8000�ߡ�40���֡�200��/�������ӵ������פ����
1��10㎥������ӵ�������1����������������1.25㎥��
�������������ӵ�1����֡�15ʬ�ˤ˱����������ǽ��0.31㎥
������������Ω��ñ��20,000�ߡ�0.31㎥��6,200��
���������� ���������������������� |