|
木材工業誌において過去60年間に発表された文献の内
帯鋸に関係した論文の表題と発表者名を下部に記しました。
詳しい内容を知りたい方は、社団法人日本木材加工技術協会から
すべての論文が網羅されているDVDを購入ください。
2013/12/31
帯鋸刃の再研磨不良による刃先先端部の脱落
刃先側面写真 スクイ面写真
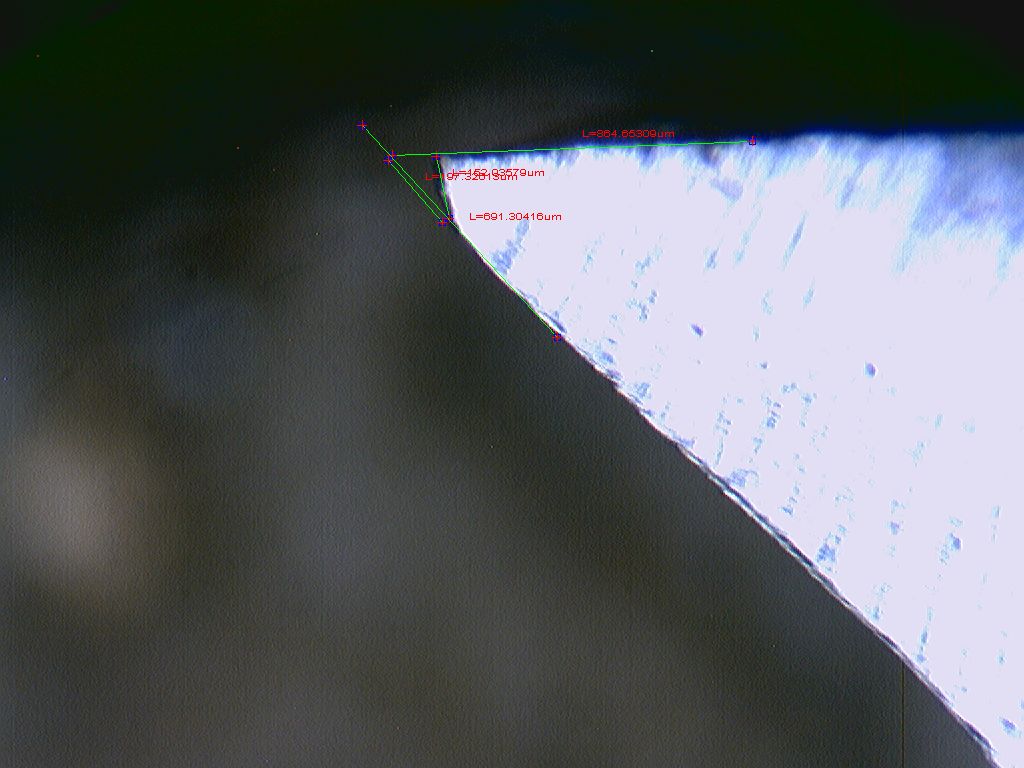 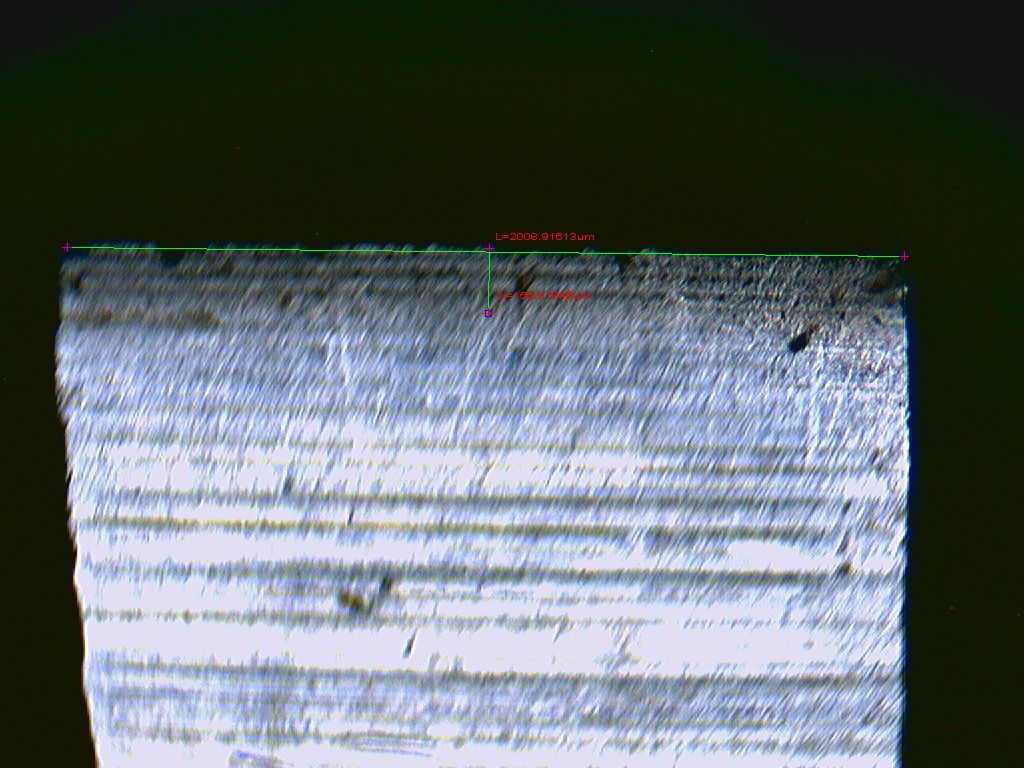
帯鋸刃が切削を開始直後に刃先部分が脱落
帯鋸刃に硬度が高い材料を使う場合は、特に注意が必要になる
2013/2/8
製材帯鋸の選択基準
帯鋸の長さ 製材する丸太直径の8〜10倍の長さ
丸太直径が1mの場合、鋸長さは8〜10m
プーリー間隔が広くなるほど、挽き曲がりを起こし易くなる
帯鋸の幅 製材する木材の直径の1/3〜1/5分
5インチ(127ミリ)のブレードを使う場合、
適正な丸太の直径は380〜635ミリ
狭いブレードを使うと、送材速度が遅くなる
帯鋸の厚さ 製材機プーリー直径の1/1000
プーリー直径が1100の場合、鋸厚は19G(1.05ミリ)
厚いブレードを使うと、鋸割れが発生し易くなる
但しプーリー直径は、製材する丸太直径の2倍以上必要
帯鋸のピッチ(鋸刃間隔)
製材する丸太直径の最低1/3以上1/10〜1/15
挽き材の厚さが10cmに対しピッチが10cm以上あると
挽き材内に鋸刃が一刃も入っていない状態が起き、
ブレードの振動抑止力が無くなる(ビビル)
ピッチが狭すぎると切り込み深さが少なくなりsize effectを起こす
size effectとは
鋸刃先端部が微細磨耗を起こした状態で、
一歯切込量が刃先磨耗量より少なくなり、実質スクイ角が少なくなる現象
送材速度が極端に遅い場合も発生する
帯鋸厚さと適正な送材速度
22G(鋸厚0.7ミリ) 30m/min 1mを2秒
21G(鋸厚0.8ミリ) 35m/min
20G(鋸厚0.9ミリ) 40m/min 1mを1.5秒
19G(鋸厚1.05ミリ) 45m/min
鋸厚に対し過大な送材速度で製材を行うと、挽き曲がりを起こす
安定的な高速製材(1m/1秒)を行うには鋸厚17G(鋸厚1.45ミリ)が必要
また、押しセリ方式を採用することが望ましい
適正な帯鋸一刃の切り込み量は0.2ミリ
一刃の切り込み量が0.2ミリ以下になると寸法効果(size effect)を起こし
切削抵抗が極めて大きくなり安定した製材が出来なくなる。
(帯鋸が長切れしない)
予想される原因
鋸刃先の微細な丸みが無視できなくなり、実質スクイ角が減少する。
(刃先先端の切り込んでいる部分までが実質スクイ角になる)
逃げ面接触が無視できなくなり、摩擦が大きくなり抵抗が増える。
注意点
スクイ角が30度以上あれば、
切り込み深さが0.8ミリ程度までほとんど抵抗は増えない
但し、帯鋸が前方に出てくる(迎えに来る)場合がある
しかし、スクイ角が25度以下の場合は、
切り込みが深くなると切削抵抗も増える
2009/7/12
インサートチップ刃の装着歯型を改良
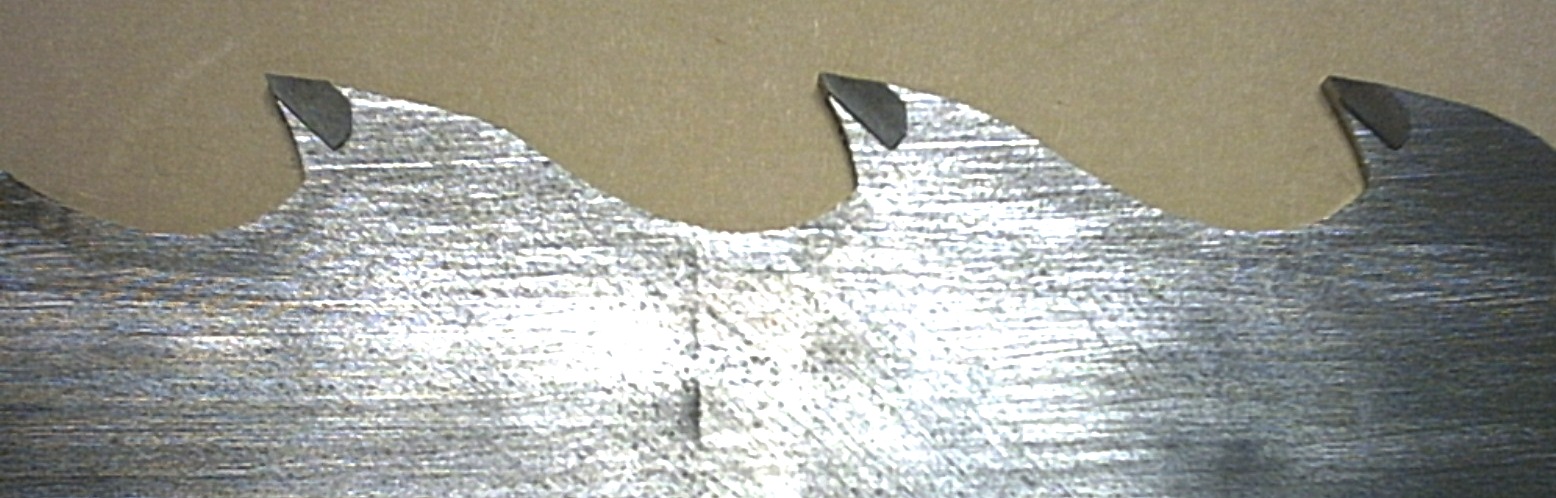
ステライト歯では出せない挽き肌を実現
  
杉 桧 松
2008/6/13
帯鋸の熱処理条件
日本国内の帯鋸材料は、SKS51が主に使用されている。
SKS51の熱処理条件
焼き入れ温度 焼き戻し温度 硬度
800〜850℃油焼き入れ 400〜450℃空冷 HRC45以上
帯鋸の熱処理
国内で販売されている帯鋸の硬度は、HV500(HRC50)前後である。
焼き入れ温度(油焼き入れ) 焼き戻し温度
900 ℃ のとき 540 ℃
850 ℃ のとき 500 ℃
800 ℃ のとき 490 ℃
750〜800 ℃以上から徐冷すると焼きなましになり硬度がHV300以下になる。
テンパーカラーは、250度程度から徐々に現れ350度を越えるとはっきりと変色する
2005/12/11
帯鋸の切削力と送材力
帯鋸が曲がる時、帯鋸に与える力と木材に与える力は
どのようになるかを調べた
島根大学総合理工学部研究員 レイノルズ・オカイ測定
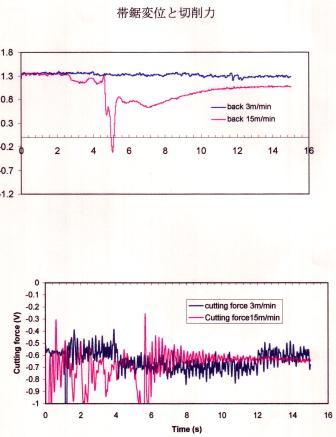
切削力が与える影響は、帯鋸が曲がる時とあまり同期していない。
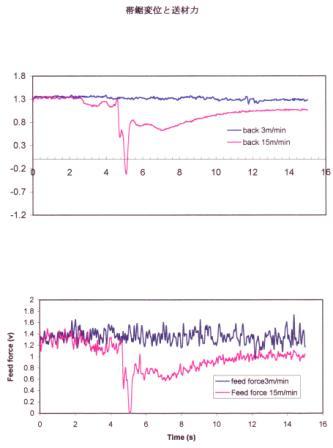
帯鋸が曲がる時と木材を送る力(送材力)は同期している。
このことから帯鋸の挽き曲がりは、木材を送るスピードの
影響を受ける事がわかる。
しかし状態の良くない帯鋸に合わせて製材速度を落とすことは、
製材量(売り上げ)を減らすことになる。
2009/1/4
日本木材加工技術協会創立60周年
木材工業誌の帯鋸研究年鑑
製材用鋸の目立法 片岡哲蔵・山口喜彌太 1946年第1巻3号 第2巻1号 第2巻2号
鋸歯の歯付に於ける研削砥石の常識 坂井秀春 1949年第4巻1号
鋸の歴史 藤林誠 1950年第5巻5号
目立室に欲しい設備 山口喜弥太 1950年第5巻5号
国産帯鋸の性能に就いて 森稔 1950年第5巻5号
薄鋸の使用 片岡哲蔵 1950年第5巻5号
鋸の挽肌 坂井秀春 1950年第5巻5号
凍結材の製材 北村義重 1950年第5巻5号
製材の歩止りに就いて 公平秀蔵 1950年第5巻5号
製材用鋸の生産及び輸出について 小野公 1950年第5巻7号
丸鋸刃の目立について 杉原彦一 1950年第5巻9号
帯鋸の歯の亀裂について 斎藤美鶯・森稔 1952年第7巻9号
鋸鋼の科学 平岩元徳 1953年第8巻5号
帯鋸刃にかかる力について 杉原彦一 1953年第8巻5号
アサリについて 枝松信之 1953年第8巻5号
刃物の切味について 中村源一・青山経雄 1954年第9巻4号
帯鋸刃による挽材に関する研究(歯端速度及び緊張量の影響について)
杉原彦一 1954年第9巻12号
帯鋸の腰入れについて 仁賀定三 1956年第11巻8号
両歯帯鋸による製材に関する研究
菊川茂・斉藤勇・杉原彦一・谷尻正三・土肥修 1956年第11巻11号
目立作業(主として欧米の目立について) 福原敬彦 1957年第12巻2号
超硬合金の丸鋸刃について 平岩元徳 1958年第13巻5号
帯鋸の鋸厚と製材作業能率 枝松信之 1958年第13巻6号
両歯帯鋸について 杉原彦一 1958年第13巻10号
超硬チップソーの寿命に関する研究 木下直治 1958年第13巻11号
フランスにおける帯鋸技術の研究 青山経雄 1958年第13巻11号
挽材(帯鋸) 枝松信之 1959年第14巻2号
帯鋸のセリガイド 山口喜弥太 1959年第14巻2号
薄鋸について 杉原彦一 1959年第14巻2号
穴つき帯鋸の実用試験について 正地佐久美・羽澄正彦1959年第14巻2号
製材用帯鋸のガス溶接 土肥修 1959年第14巻6号
穿孔帯鋸について
杉原彦一・佐々木功・土肥修・角谷和男1959年第14巻7号
木材工業用刃物研削のための研削砥石の基礎知識(1)
高橋鎭哉1960年第15巻7号
刃物の変還と将来 辻川次右衛門 1960年第15巻7号
木材工業用刃物研削のための研削砥石の基礎知識(2)
高橋鎭哉 1960年 第15巻8号
帯鋸盤の鋸車軸間距離と鋸車径との関係について
杉原彦一 1961年 第16巻1号
帯鋸の歯先硬化法 山口喜弥太 1961年第16巻2号
刃物の切味試験機について 片岡哲蔵 1961年第16巻12号
鋸のステライト溶着法について 伊藤邦昭 1962年第17巻5号
帯鋸加熱腰入法(ヒートテンション) 土肥修 1962年第17巻6号
ヒートテンション帯鋸の原理と実際 塩沢善一 1962年第17巻7号
硬化鋸歯の成形器具と性能 山口喜弥太 1962年第17巻9号
帯鋸加熱腰入法(2) 土肥修 1962年第17巻10号
帯鋸加熱腰入法(3) 土肥修 1962年第17巻12号
鋸歯先硬化材料 山口喜弥太 1964年第19巻1号
木工刃物の切味と耐久性 横山五郎 1964年第19巻3号
木工刃物用の工具鋼について(工具鋼に要求される性質)
横山五郎 1967年 第22巻4号
木工刃物用の工具鋼について(高速度鋼)横山五郎1967年第22巻4号
木工刃物用の工具鋼について(強靭工具鋼)横山五郎 1967年第22巻4号
ステライト溶着ノコ歯欠損の補修 林芳朗1968年第23巻10号
複走帯ノコ(Twinsaw)について
山口喜弥太・北沢暢夫 1969年第24巻4号
木材切削試験用刃物の研磨について山西謙二1970年第25巻6号
のこ刃物(1) 佐伯和彦 1971年第26巻2号
のこ刃物(2) 佐伯和彦 1971年第26巻3号
のこ刃物(合板用刃物) 佐伯和彦 1971年第26巻4号
のこ・刃物(帯鋸1) 赤津二三男1971年第26巻11号
のこ・刃物(帯鋸2) 赤津二三男1971年第26巻12号
のこ・刃物(帯鋸3) 赤津二三男1972年第27巻1号
帯のこの緊張力と安全率 青山経雄 1973年第28巻12号
木材の切削力計算法(先割れを伴う二次元切削の場合)
土肥修・横山正夫 1976年第31巻3号
帯のこによる鋸断性 小西千代治・山口喜弥太1978年第33巻2号
帯のこによる切削抵抗(ひき材所要動力)
小西千代治・山口喜弥太 1978年第33巻10号
ステンレス鋼帯のこの耐摩耗性
小西千代治・山口喜弥太1978年第33巻12号
帯のことのこ車の接触圧力分布
杉原彦一・服部順昭・藤井義久 1981年第36巻4号
帯のこの後退防止の一方策について
杉原彦一・服部順昭・藤井義久 1982年第37巻6号
帯のこ走行位置に及ぼすのこ身温度の影響
服部順昭・杉原彦一・吉田数郎 1983年第38巻1号
木材切削工具の腐食摩耗特性について 村瀬安英1985年第40巻8号
新素材の木工用切削工具 田中千秋 1986年第41巻9号
単一帯のこ歯の切削抵抗 藤井義久・野口昌巳1990年第45巻4号
木工用セラミックス工具の切削性能
江田弘・伊達秀幸・田中千秋・中尾哲也・高橋徹1990年第45巻5号
木材切削工具の腐食摩耗の発生機構とその抑止法
村瀬安英 1991年第46巻9号
木工用帯のこ盤の送材速度がのこ変位および切削面粗さに与える影響
田中千秋・趙春瑞・中尾哲也・池田茂人・高橋徹 1993年第48巻4号
単一のこ歯の切削現象
(単一のこ歯による切削力とアコースティック・エミッションノ挙動)
田中千秋・ツェラグジェゴズ・池田茂人・中尾哲也・西野吉彦・高橋徹1994年第49巻2号
ダイヤモンドコーティング超硬合金工具による木質系難切削材の切削加工
盛田貴雄・番匠谷薫・筒元隆博・村瀬安英 1997年第52巻4号
新歯先処理帯鋸の鋸断特性
(挽き材距離の増加に伴うあさり幅、切削力、挽き材面の表面粗さの変化)
村田光司・伊神祐司・内田済・藤原勝美・海老原徹1997年第52巻5号
新歯先処理帯鋸の鋸断特性(帯鋸保守費用の経済的評価)
村田光司・藤原勝美・伊神祐司・西村勝美1998年第53巻8号
腰入れ技術に関する諸指標の数量化の試み
藤原勝美・鈴木茂年 1999年 第54巻5号
製材中に発生する帯のこの自励振動
横地秀行・木村志郎・レイノルズオカイ 1999年第54巻6号
ダイヤモンドコーティング木材切削工具の性能評価
盛田貴雄・番匠谷薫1999年第54巻12号
帯鋸による挽き材時に発生する鋸屑の膨容比
松村ゆかり・村田光司・伊神祐司・藤本清彦 2004年第59巻12号
2005/12/1
帯鋸の歴史
500年前に帯鋸製材機は、有名なレオナルド ダビンチが設計図をデッサンしているらしい。
たて鋸(オサノコ) ドイツ 14世紀 丸鋸 オランダ 17世紀
帯鋸 イギリス人ウイリアム ニューベリー氏1808年特許取得
19世紀実用化(ナイフエッジの発明)
日本上陸 ドイツのキルヒナー社 と アメリカのイーガン社
目立技術 1915年ごろアメリカ人のアトキンス社技師エレクトナ ヒルトン氏によって普及
学術的研究
アメリカ人研究者 ダニエル クレイトン モート博士からシャイヤー博士へ受け継がれる
日本は土肥(北大)久野氏から杉原彦一博士(京大名誉教授)
現在は、藤原研究管理官(森林総研)田中教授(鹿児島大)服部教授(東京農工大)
番匠谷教授(広島大大学院)藤井助教授(京都大)横地助教授(名古屋大)
ステライトの導入
1900年頃フランスに植民地のアフリカ材が入るようになり
木材が硬く(シリカ含)これまでの歯(セージセット)では切削が困難になる。
シャルダン研究員(熱帯木材研究所)が歯先にステライト(肉盛り材)を溶接し切削
南洋材製材に困っていた日本には、クリスチャン サラス氏によって紹介された。
|
