|
製材製品の寸法不良と帯鋸の挽き曲がり
鋸割れが起きると十分な鋸調整が出来なくなる
製材機械を知らずに鋸を作るのは、無能な目立
製材機械の欠点を理由にするのは、普通の目立
製材機械の欠点を技術でカバーするのは、名人
製材機械の欠点を自分で直すのが、優秀な目立
原因因子
1.製材機械の整備不良
不良部分 症状 対策
プーリーの摩耗 鼻曲がりや鋸割れが起きる
プーリー研磨
(応急策として鋸の出を少なくする)
上下プーリーの芯ずれ 小曲がりと大きな鋸割れが起きる
上部プーリーの芯を下部に合わせる
(正回転時と逆転時の鋸移動を出来る限り無くす)
ベアリングの摩耗
回転音が大きくなり鋸割れが起きる ベアリング交換
本機とレールの芯ずれ 鼻曲がりが起きる
下部プーリーのプラケット調節
(通常山形レールに対し1ミリ程度振る)
台車の車輪摩耗 周期的に曲りが起きる 車輪の交換
台車オフセットのばらつき
製品の寸法のばらつきが起きる 歯車式は隙間を合わせる
冬季の作業開始時に曲がる 台車の油圧を上げる。
レールの曲がり 同じところで曲がる レールの調整
帯鋸緊張装置稼動不良
挽き曲がり 帯鋸歯部が緊張する程度鋸を張る
2.材木の個体差
あて木 木目に逆らうように曲がる 製材速度を落とす
木材の成長応力
大曲がり 丸太の辺部分を左右同じに落とす
3.製材士の製材方法(経験)
製材機セリ調整(隙間が広い場合) 小さい曲がり
(鋸に接触している場合) 大曲がり
逆目挽き 挽きダレや逆目ぼれが起きる 元挽きをしない
過剰な送材速度
挽き曲がり 帯鋸の厚さに合った速度
一般的挫屈限界速度 厚さ1.05ミリ 55m/分
厚さ0.9ミリ 45m/分
鼻入れ速度が速過ぎると鼻入れの時に回転が低下して曲がる
挽き終わり速度が速いと最後に製品の方に食い込む
節部は速度を落とす
(切削方向が木目に対して75度と105度になると切削抵抗が7倍になる)
極端に遅い送材速度 鋸刃の切れ味が持続しない(小曲がり)
5m/分以下の速度はサイズエフェクト現象を引き起こす
適正な送材速度に上げる
帯鋸の出の調節
出しすぎると鼻曲がりを起こす 少ないと鋸割れを起こす
通常帯鋸歯底をプーリーから10〜15ミリ出す
木取り
4.目立士の帯鋸調整技術
歯先の切れ味とアサリ
溶接ステライトの不良(ガス欠陥)
写真1 溶接した刃先のに「巣」と呼ばれる欠陥
写真2 製材すると刃先が欠けて刃傷になり沢山出来ると挽き曲がりする
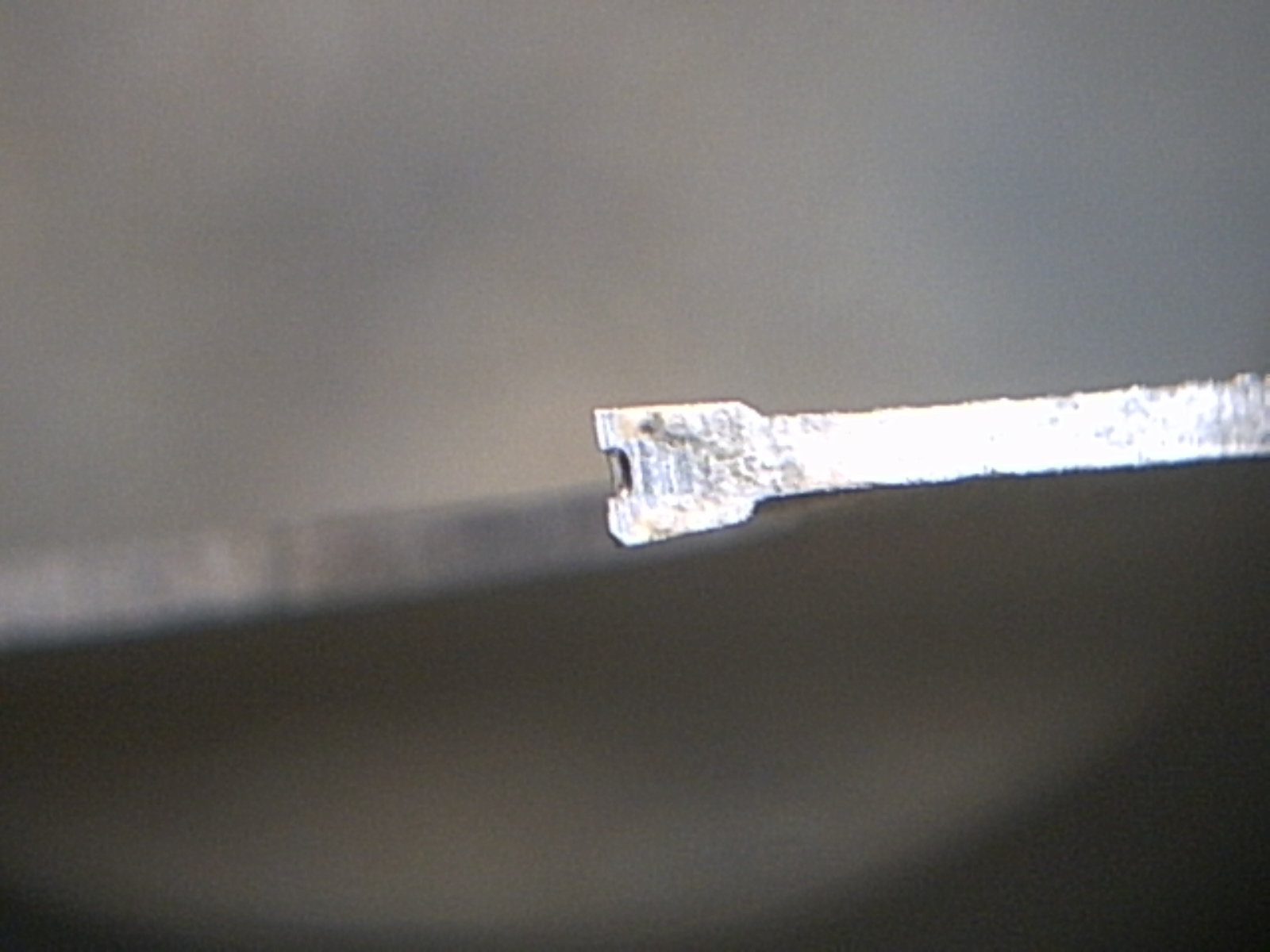 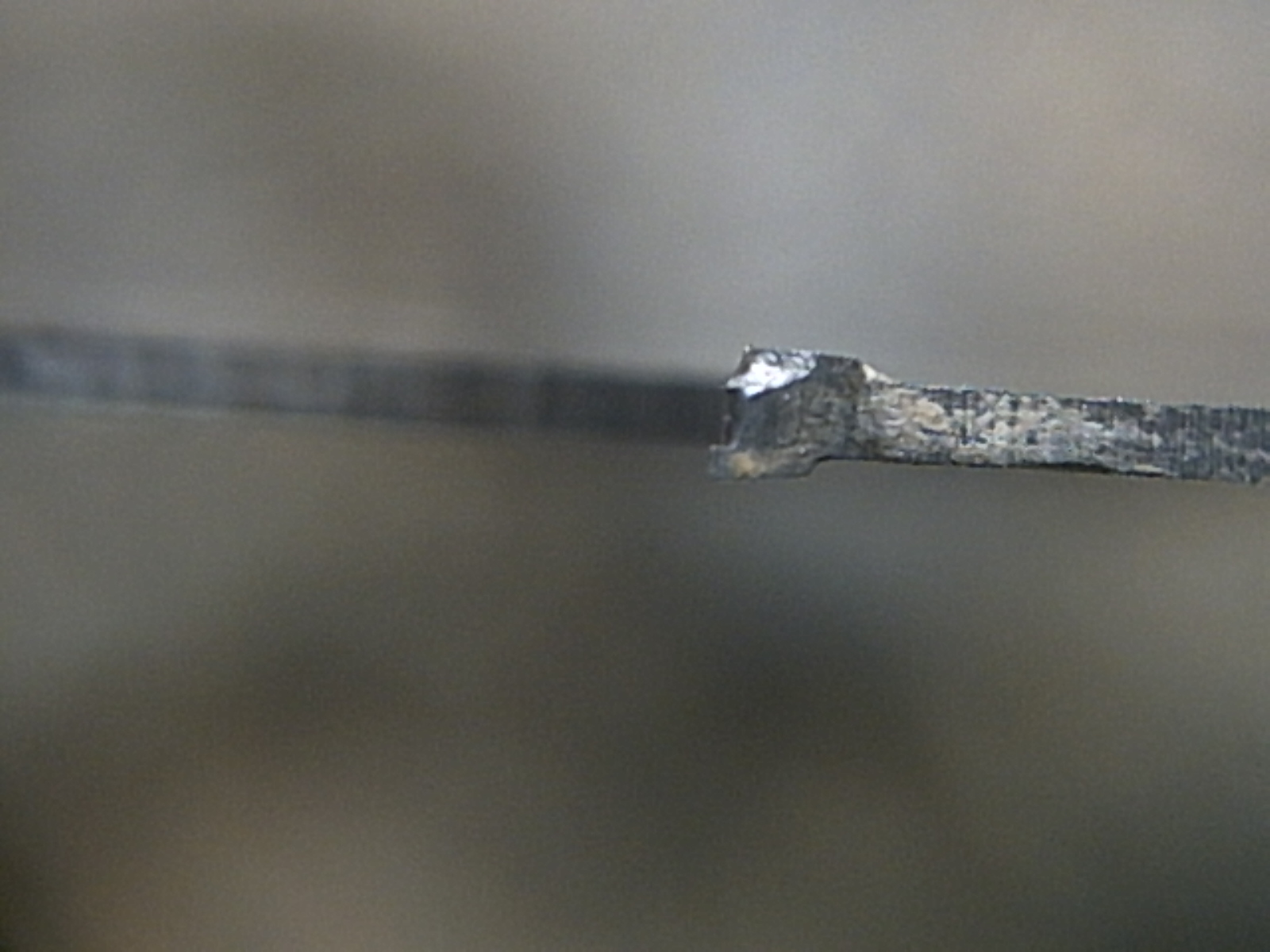
写真1 写真2
インサートチップ刃は真空焼結によって作られるのでガス欠陥は出来ない。
歯型 鋸厚に合った形状
ピッチ
製材速度と鋸速度から一歯の切り込み量を0.2mmに合わせると最適
鋸歪 鋸厚の交差を考えると0.05ミリ以下
バック量 90センチ定規 0.2〜0.3ミリ程度
腰入れ 腰入れ量、腰の幅 緊張帯の強さ
緊張帯の緊張力が強すぎると、鋸歪が見えなくなる
特に腰の幅が鋸幅に合っていないと鼻曲がりや、節曲がりを起こす
普通歯やステライト歯の帯鋸は、研磨すると鋸幅が減少するので
研磨後の状態を予測した腰入れ調整が必要なので難しい
インサートチップ刃鋸は、鋸幅が変化しないので調整が簡単
但しこれまでの腰入れ方法では、
徐々に腰の幅が狭くなるので注意が必要
機械の調整と、製材士、目立士の協力で
生産性の高い製材が出来る
|
